















Blog #9
Lorem ipsum dolor sit amet, consectetur adipiscing elit, sed do eiusmod tempor incididunt ut labore et dolore magna aliqua. Velit ut tortor pretium viverra suspendisse....
16 November, 2019


We work to meet the specific requirements of every project utilising the latest technologies & industry knowledge complimented with an array of flexible purchase options.
Your plant can be operated by remote PLC/HMI access & kept running by real time readings of flow rates, various pressures and automated chemical dosing, alerts & alarms.

We understand Australia’s water treatment requirements and challenges, and we are committed to improving water quality for the nation.
We are helping to ensure the health of our water for generations to come, while also contributing to the communities of today.
Our products are certified by Australia’s most trusted credential, giving our clients complete peace of mind while supporting Australian Industry.
We work to meet the specific requirements of every project utilising the latest technologies & industry knowledge complimented with an array of flexible purchase options.
Your plant can be operated by remote PLC/HMI access & kept running by real time readings of flow rates, various pressures and automated chemical dosing, alerts & alarms.
We understand Australia’s water treatment requirements and challenges, and we are committed to improving water quality for the nation.
We are helping to ensure the health of our water for generations to come, while also contributing to the communities of today.
Our products are certified by Australia’s most trusted credential, giving our clients complete peace of mind while supporting Australian Industry.
We work to meet the specific requirements of every project utilising the latest technologies & industry knowledge complimented with an array of flexible purchase options.
Your plant can be operated by remote PLC/HMI access & kept running by real time readings of flow rates, various pressures and automated chemical dosing, alerts & alarms.
We understand Australia’s water treatment requirements and challenges, and we are committed to improving water quality for the nation.
We are helping to ensure the health of our water for generations to come, while also contributing to the communities of today.
Our products are certified by Australia’s most trusted credential, giving our clients complete peace of mind while supporting Australian Industry.
Today’s solution using tomorrow’s technology
Membrane Systems Australia Pty Ltd is an Australian owned & operated company that is focussed on continually researching, developing and maintaining our locally designed and manufactured water treatment systems. Our water treatment plants are Product of Australia Certified, economical, fit for purpose and maintain reliability and longevity in Australia’s harsh climate. Our expertise spans across many industries, and we have proven our ability to produce advanced, purpose-built water treatment plants for various applications. Our membrane technology has many advantages over conventional water treatment reducing environmental footprints and OPEX costs. We also offer after sales support, spare parts, and service & maintenance.
MSA Complete Remediation Solution
One of today’s most pressing environmental issues on a worldwide scale is PFAS (per– and poly-fluoroalkyl substances) contamination, most notably from its use in legacy firefighting foams. PFAS are incredibly stable chemicals that don’t break down naturally and can travel long distances from the source point throughout ecosystems and move up the food chains, accumulating in animals and humans.
MSA, in conjunction with our research partners, has successfully developed a PFAS removal system for contaminated groundwater. Our patented technology successfully removes short and long chain PFAS precursors. The treatment system consists of an initial absorption and polishing stage, then focuses on the destruction of the PFAS contaminated bi-product and regeneration of the extraction media, offering a complete and environmentally friendly solution.
If you have a new project that you would like to discuss, please call , email membranesystems.com.au, or submit a form via our Contact page. A friendly member of our team will be more than happy to assist.
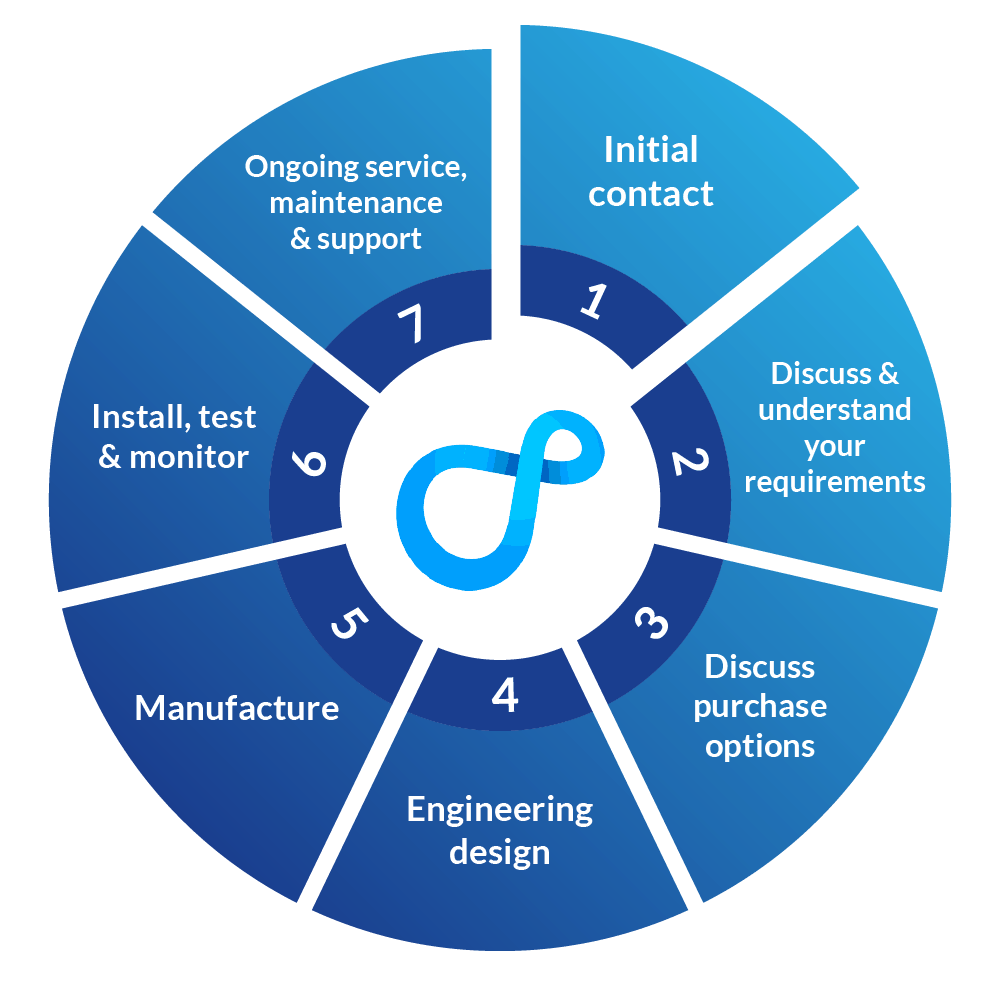
No water treatment project is the same as the last. That is why we take the time to understand the crucial aspects, requirements and specifications of each and every proposal. This ensures that we recommend, design and manufacture a water treatment solution that is fit for purpose achieving expectations.
We offer a range of purchase options to suit an array of industries and individual clientele requirements. Should you only need a temporary solution, our assortment of convenient hire systems are available for short or long-term lease. Should you wish to transition to a more permanent system in time, we can offer the necessary support to do so. Alternatively, we can custom design and manufacture a water treatment facility that is built to your specific water source, demand and application. So, whether you want to provide potable water in remote communities, or desalinate water for an irrigation system, we will find the best solution for you.
We can provide systems of various sizes and processes depending on your water feed source, filtrate quality requirement and water usage demands. Additionally, we can sample your water source and advise you on your best option of water treatment to achieve the required water quality, before offering a basic summary quote to contribute to your project budget plan. All of our water treatments plants are fully assembled and are containerised or skid mounted, offering flexibility in portability and installation efficiencies.
All of our water treatment plants are constructed in our South Australian manufacturing facility. Materials, instruments and equipment used are where possible locally sourced and always of superior quality to ensure our plants are reliable and maintain longevity. Before leaving our warehouse, all of our systems are factory tested to ensure they comply with inhouse quality control measures and stringent Australian standards.
All of our systems are fully assembled and factory tested before leaving our warehouse. While we are available to be onsite to complete full installation and commissioned handover, we are also flexible and willing to provide the system to the customer or independent body for installation and commissioning. PLC/HMI interface technologies via 3G/4G telecommunications can be utilised within your water treatment plant to improve the overall efficiency of production and operation as it can be remotely monitored and kept running by real time evaluation of output readings of flow rates, various pressures and automated chemical dosing, alerts & alarms with condition status.
MSA offers a complete operation service where we will monitor and operate your entire system for you 24/7.
We have a team of specialists that share a combined 85 years of experience who are more than happy to provide our clientele with 24/7 – 365 support. We are contactable via telephone, email and in-person consultation to assist you in any way possible. We can connect and review the operation and status of your plant via remote access to assist you in the day to day operation or dispatch one of our service personnel on site equipped with spare parts to perform servicing, repairs or maintenance.
Golden Grove Donation Collection Point
Backpacks 4 SA Kids is a local organisation committed to improving the lives of children and young people during periods of dislocation from home and routine care. The backpacks contain a range of age-appropriate essentials, including clothes, pyjamas, underwear and toiletries, as well as comfort items such as books, colouring pencils and stationery supplies. We are proud to be recognised as the Golden Grove donation drop-off & collection point.

